机.png)
伺服攻丝(牙)机
伺服攻丝机是精密螺纹加工的“技术标杆”,其核心价值在于通过伺服闭环控制解决传统攻丝的“精度低、易断锥、柔性差”痛点,已成为高端制造(汽车、航空、医疗)的必备设备。
行业特点
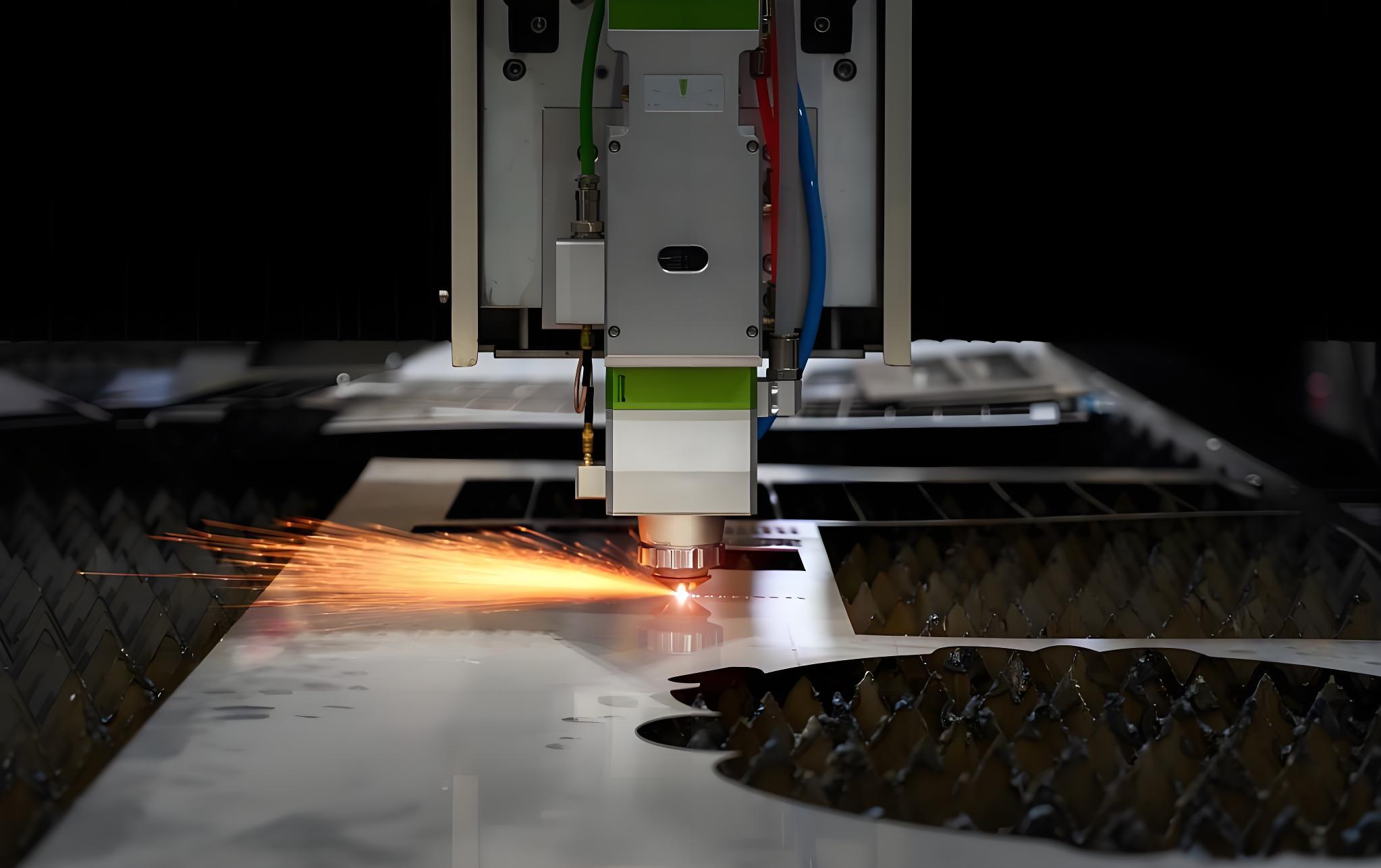
1.应用场景聚焦螺纹精密加工
覆盖全材料(钢、铝、铸铁、不锈钢)、全规格(M3-M30粗牙/细牙、英制/美制螺纹)、全精度(IT6-IT8级精密螺纹,如航空螺栓),适配单件小批(通用设备)与大批量生产(汽车缸体专用线),需满足不同行业对螺纹强度(抗拉强度≥800MPa)、表面粗糙度(Ra≤1.6μm)的差异化需求。
2.精度与效率双核心驱动
相比传统攻丝机,伺服控制实现转速-进给同步匹配(如M10螺纹螺距1.5mm时,转速600rpm对应进给900mm/min),精度达±0.01mm(螺距累积误差)、±1°(牙型角偏差);高速化升级(主轴转速≥1000rpm)使单孔攻丝时间缩短50%,同时通过多轴联动(如4轴攻丝机)提升产线效率。
3.严苛环境适应性与可靠性
工作场景伴随金属屑飞溅(钻孔/攻丝)、润滑油污染、间歇性冲击(硬材料攻丝卡滞),设备需具备防尘防油(防护等级≥IP54)、抗冲击(过载保护响应≤0.1秒)、断锥检测(扭矩突变预警)能力;精密机型(如航空螺纹机)需恒温(20±2℃)环境控制以减少热变形。
4.安全与智能化标准升级
需符合《攻丝机安全要求》(GB 23281)、《金属切削机床安全防护通用技术条件》(GB 15760),配置急停保护、丝锥破损监测(电流/扭矩传感器)、误操作互锁;智能化趋势下,集成自适应进给(根据材料硬度动态调整扭矩)、远程监控(加工参数云端存储)成为标配。
5.定制化与柔性生产并存
中小五金厂偏好通用型设备(如台式伺服攻丝机),而汽车(缸体多孔同步攻丝)、航空(难加工材料螺纹)领域需专用设备(如多轴联动攻丝机、深孔攻丝机),推动“模块化设计+快换工装”(丝锥接口更换时间≤5分钟)。
6.产业链协同依赖核心部件
依赖上游伺服电机(精度±0.01°)、精密减速机(背隙≤1弧分)、滚珠丝杠(定位精度±0.005mm)、控制系统(如西门子828D),国产替代加速(如埃斯顿伺服系统、南京工艺丝杠),与下游汽车(新能源车螺栓增量)、航空(C919紧固件需求)联动紧密。
应用优势
1.精密行星减速机
应用优势:体积小、传动效率高(≥95%)、背隙低(≤1弧分),适配主轴减速增扭需求,将伺服电机高转速(3000rpm)转换为攻丝所需扭矩(如M20螺纹攻丝扭矩50-200N·m),保障低速爬行稳定性(避免螺纹乱扣)。
典型场景:数控攻丝机的主轴驱动单元,通过精准控速控扭实现M3-M24螺纹的高效加工(单孔耗时≤3秒),尤其适用于不锈钢等硬材料的稳定攻丝。
2. 滚动直线导轨
应用优势:摩擦系数低(≤0.003)、刚性高(额定动载荷≥20kN)、寿命长(≥1500km),是Z轴进给机构的核心导向部件,减少运动振动(振幅≤0.01mm),保障丝锥垂直度(偏差≤0.05mm/100mm)。
典型场景:立式伺服攻丝机的滑座导向、卧式攻丝机的进给轴,通过低摩擦特性提升重复定位精度(≤±0.005mm),确保多孔攻丝的位置一致性(孔距误差≤±0.03mm)。
3. 谐波减速机(含人型机器人关节减速器)
应用优势:体积小、传动比大(50-300)、回差小(≤1弧分),适用于轻载精密调整(如丝锥与工件垂直度微调、多轴攻丝机的角度偏转)。
典型场景:协作机器人辅助的精密攻丝(如航空仪表螺丝),通过关节减速器实现±0.02mm的径向进给补偿;或用于多轴攻丝机的角度分度(±15°倾斜攻丝)。
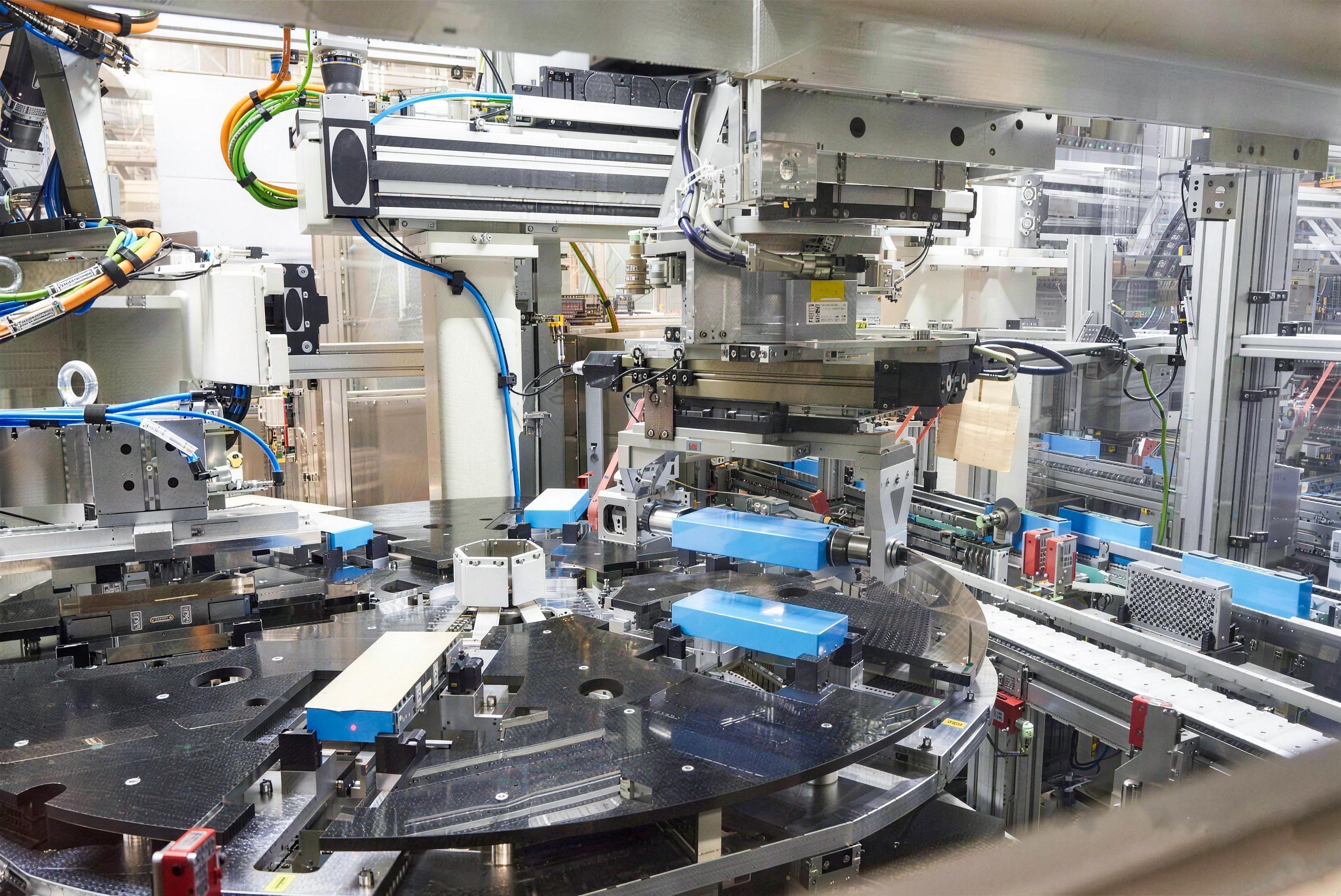
4. 中空旋转平台
应用优势:中空结构便于走线/气管(如冷却油管、传感器线缆),重复定位精度高(≤±0.01°),支持多工位同步转位(替代分度盘),缩短换件时间。
典型场景:4工位伺服攻丝机的工件转台,带动工件精确转位(角度偏差≤±0.5°),实现4个螺纹孔同步加工,单工件耗时减少30%以上。
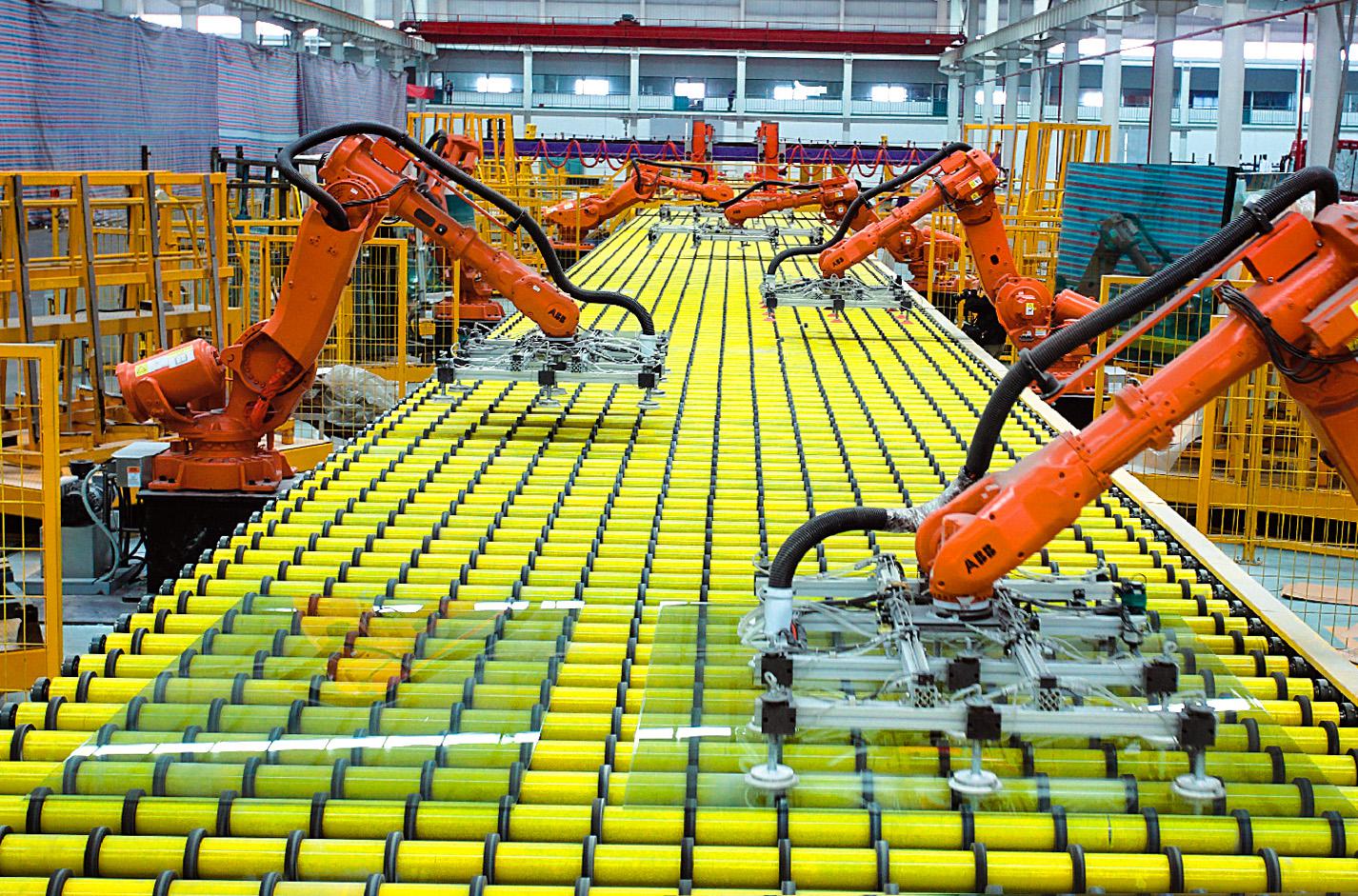
5. 电动滚筒
应用优势:结构紧凑(无外露链条)、调速范围广(0.1-2m/s)、免维护(IP65防护),适配上下料输送(毛坯/成品工件转运)。
典型场景:自动化攻丝线的板料输送辊道,替代传统电机+减速器组合,降低工件划伤风险(划伤率≤0.001%)并提升连续性。
6. AGV舵轮减速机
应用优势:集成驱动与转向功能,支持±180°灵活转向,定位精度±5mm,适配车间物料转运(如毛坯库至攻丝机、成品区配送)。
典型场景:汽车零部件厂的缸体毛坯AGV配送,衔接原料区与4轴攻丝机,降低人工叉车干预并避免工件磕碰。
性能要求
1.精度保持性
长期运行后定位误差需≤±0.02mm(进给轴),重复定位精度≤±0.01mm(多轴分度);关键指标:螺距累积误差≤±0.01mm(IT6级螺纹)、牙型角偏差≤±1°、丝锥垂直度≤0.05mm/100mm,确保螺纹配合间隙(如H7/g6公差带)达标。
2.负载适应性
承受攻丝扭矩波动(硬材料如不锈钢峰值扭矩≥200N·m)、惯性冲击(快速启停),瞬时过载能力≥150%额定扭矩;断锥保护响应时间≤0.1秒(通过扭矩传感器实时监测),避免丝锥断裂损伤工件。
3.环境耐受性
防护等级≥IP54(防尘防油),适应金属屑(粒径≤1mm)、润滑油飞溅环境;精密机型需恒温(20±2℃)控制,减少热变形(传动部件热膨胀量≤0.05mm/m);工作温度5-40℃、湿度≤85%RH。
4.能效与噪音
传动效率≥92%(降低高速攻丝能耗),运行噪音≤75dB(常规工况)、≤80dB(高速攻丝≥1000rpm时),符合车间职业健康标准(GBZ 2.2);电动滚筒等部件需优化动平衡(振动速度≤2.8mm/s)。
5.维护便捷性
采用免润滑或长周期润滑设计(如固体润滑脂),关键部件(导轨滑块、减速机密封件)更换时间≤30分钟;模块化丝锥接口(如ER夹头快换)便于快速更换刀具,降低停机损失。
6.智能化兼容
支持EtherCAT、Modbus TCP等工业总线通信,与CNC系统实时交互,实现自适应进给(根据材料硬度调整扭矩)、断锥预警(电流突变报警)、加工数据存储(每批次螺纹参数可追溯),适配“黑灯工厂”无人化需求。