


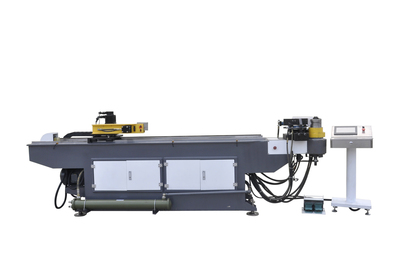
线材成型
线材成型是通过数控系统精准控制金属线材(钢丝、铜丝、铝丝等)的弯曲、缠绕、切断、成型,将其转化为弹簧、线圈、挂钩、框架、精密结构件的核心制造领域。
行业特点
1.应用场景细分与材料多样性
按产品类型分为弹簧成型(压缩/拉伸/扭转弹簧,线径Φ0.5-Φ20mm)、线圈成型(电感/变压器线圈,匝数10-1000匝)、框架成型(矩形/异形线框,边长50-2000mm)、精密结构件成型(电子接插件、医疗针具);需适配不同材料(低碳钢、不锈钢、铜、铝、记忆合金)、规格(线径、硬度HV100-400)及工艺(冷成型/热成型),满足工程批量(如汽车弹簧百万件级)与高端定制(如医疗精密框架)需求。
2.精度与效率双轮驱动
现代设备向高精度成型(弹簧节距误差≤±0.1mm、线圈内径误差≤±0.2mm)、高速生产(弹簧成型速度≥60个/分钟、线圈绕制速度≥300rpm)升级,通过数控系统(如PLC+触摸屏)优化工艺参数(送线长度、弯曲角度),单件换型时间≤3分钟,提升小批量多品种效率。
3.复杂工况环境适应性
工作场景伴随金属屑飞溅(切断/弯曲)、线材张力波动(送线打滑/断裂)、油污污染(润滑液/切削液),设备需具备防尘防油(防护等级≥IP54)、抗冲击(弯曲峰值力≥200N)、断线检测(张力传感器实时预警)能力;热成型设备(如高碳钢丝弹簧)需耐温≥200℃(传动部件隔热设计)。
4.安全与环保标准趋严
需符合《金属线材成型机安全要求》(GB 24389)、《数控弹簧机》(JB/T 11667)等标准,配置急停保护(停机时间≤0.5秒)、模具防夹手装置、噪音控制(≤85dB);环保要求下,推广除尘系统(金属屑收集率≥95%)、节能伺服电机(能耗降低20%),减少切削液污染。
5.定制化与模块化并存
中小五金厂偏好通用设备(如台式弹簧成型机、手动弯线机),而汽车(悬架弹簧)、电子(高频线圈)、医疗(精密框架)领域需专用设备(如多轴联动弹簧机、数控线圈绕线中心),推动“模块化设计+快换工装”(如弯曲模具更换时间≤5分钟),支持多规格混产。
6.产业链协同依赖核心部件
依赖上游伺服电机(精度±0.01°)、精密减速机(背隙≤1弧分)、线材校直机构(校直精度≤0.5mm/m)、控制系统(如西门子808D),国产替代加速(如汇川伺服、绿的谐波减速机),与下游汽车(新能源车弹簧增量)、电子(5G线圈需求)、医疗(微创器械框架)联动紧密;国产设备在通用弹簧机领域市占率超65%,高端多轴联动设备仍依赖进口(如日本新宝、德国WAFIOS)。

应用优势
1. 精密行星减速机
应用优势:体积小、传动效率高(≥95%)、背隙低(≤1弧分),适配线材送进轴的减速增扭需求,将伺服电机高转速(3000rpm)转换为稳定送线速度(如弹簧机送线速度0.1-3m/s),保障低速爬行无抖动(避免线材打结或拉伸变形)。
典型场景:数控弹簧成型机的送线模块,通过精准控速实现Φ1-Φ10mm钢丝的均匀送料(长度误差≤±0.5mm);线圈绕线机的线轴驱动单元,确保铜丝张力恒定(波动≤±5N),保障线圈匝距一致性。
2.滚动直线导轨
应用优势:摩擦系数低(≤0.003)、刚性高(额定动载荷≥20kN)、寿命长(≥1500km),是弯曲机构导向(如弯线机滑块、弹簧成型机折弯臂)的核心部件,减少运动振动(振幅≤0.01mm),保障弯曲角度一致性。
典型场景:异形弹簧成型机的X/Y轴滑座导向,通过低摩擦特性实现±180°任意角度弯折(角度误差≤±0.3°);电子线圈框架的折弯导向机构,确保直角框架边长误差≤±0.2mm。
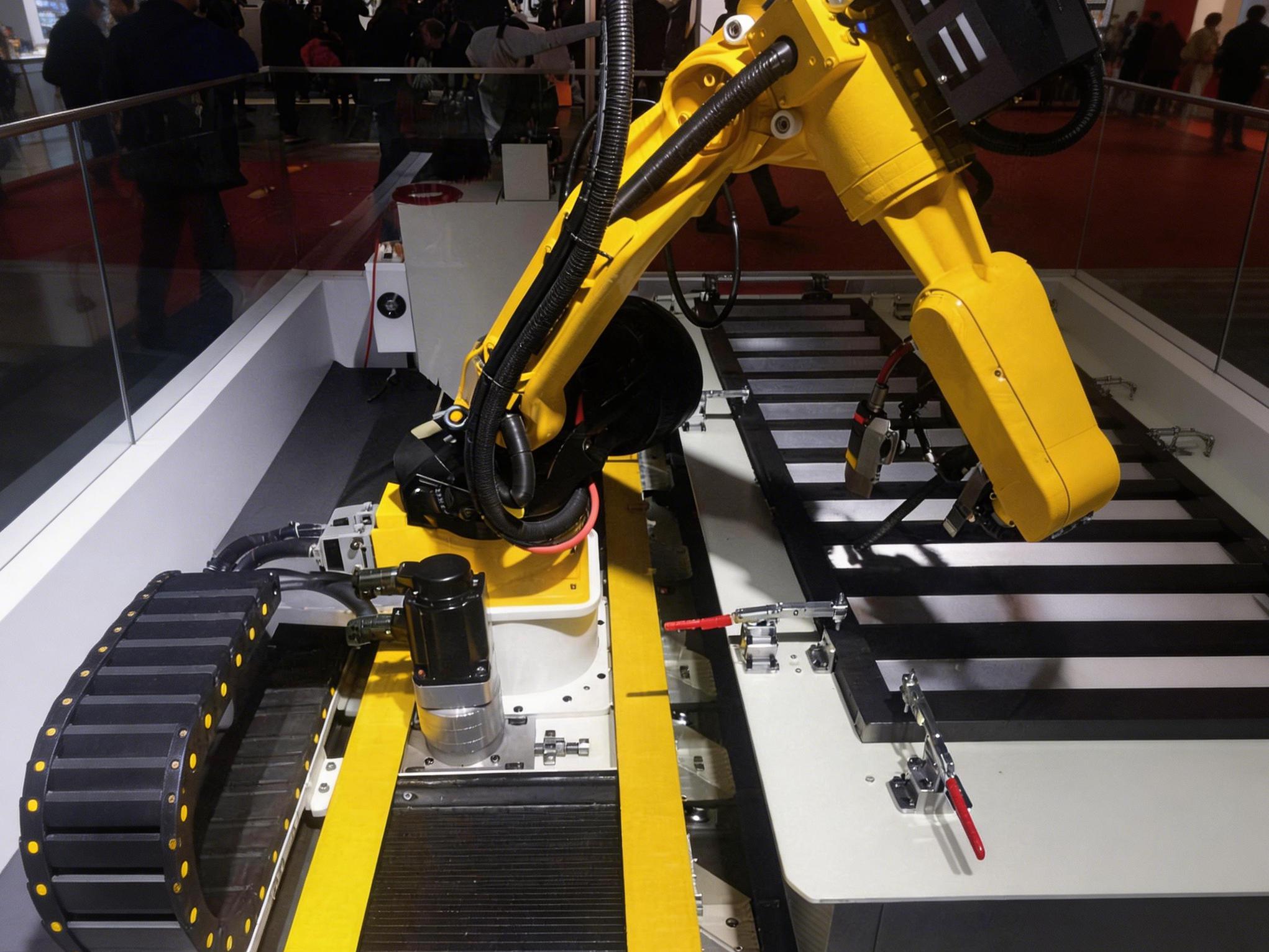
3.机器人关节RV减速机
应用优势:耐冲击、抗过载(瞬时扭矩达额定值3倍)、寿命长(≥20000小时),适用于重载线材搬运(如大直径钢棒截断后转运)、弹簧成品码垛机械臂(抓取重型弹簧组件)。
典型场景:汽车悬架弹簧成型线的桁架机器人,驱动夹具抓取50kg以上弹簧(直径≤300mm),适应24小时连续作业;线材校直机的压紧模块,通过RV减速机稳定输出5吨级校直压力(避免线材弯曲反弹)。
4. 中空旋转平台
应用优势:中空结构便于走线/气管(如传感器线缆、冷却气管),重复定位精度高(≤±0.01°),支持多工位同步转位(替代分度盘),缩短换件时间。
典型场景:4工位弹簧成型机的工件转台,带动线材精确转位(角度偏差≤±0.5°),实现4个弹簧同步成型(单件耗时减少30%);线圈浸漆线的多面转台,保障线圈各面涂覆均匀性(厚度偏差≤±5μm)。
5.谐波减速机(含人型机器人关节减速器)
应用优势:体积小、传动比大(50-300)、回差小(≤1弧分),适用于轻载精密调整(如弹簧节距微调、线圈匝数补偿)。
典型场景:协作机器人辅助的精密弹簧成型,通过关节减速器实现±0.05mm的节距补偿(保障弹簧弹力一致性);医疗针具框架的末端折弯模块,实现±0.1mm的微小角度调整(避免针尖变形)。
6.电动滚筒
应用优势:结构紧凑(无外露链条)、调速范围广(0.1-2m/s)、免维护(IP65防护),适配线材/半成品输送(如线卷上料、弹簧过渡)。
典型场景:自动化弹簧线的线卷上料辊道,替代传统电机+减速器组合,降低线材表面划伤风险(划伤率≤0.001%);线圈成品过渡段,适应高频启停(节拍≤1分钟/托)。
7.AGV舵轮减速机
应用优势:集成驱动与转向功能,支持±180°灵活转向,定位精度±5mm,适配车间物料转运(线卷、半成品框架、成品弹簧)。
典型场景:线材成型厂的原料库至成型机物流系统,AGV小车衔接500kg级线卷(卷径≤1.2m)配送,降低人工吊装风险并避免线材散卷。
性能要求
1.精度保持性
长期运行后尺寸误差需≤±0.1mm(如弹簧外径)、角度误差≤±0.5°(如弯线角度),重复定位精度≤±0.02mm(多轴分度);关键指标:弹簧节距累积误差≤±0.2mm(10圈)、线圈内径偏差≤±0.3mm(保障电感一致性)。
2.负载适应性
承受线材张力(≤500N)、弯曲冲击力(厚线材峰值力≥300N)、惯性冲击(快速启停),瞬时过载能力≥150%额定扭矩;断线保护响应时间≤0.1秒(通过张力传感器实时监测),避免设备损坏。
3.环境耐受性
防护等级≥IP54(防尘防油),适应金属屑(粒径≤1mm)、油污(切削液pH 6-8)环境;热成型设备需耐温≥200℃(传动部件隔热涂层);工作温度5-40℃、湿度≤85%RH,噪音控制≤85dB(车间环境)。
4.能效与噪音
传动效率≥90%(降低高速送线能耗),运行噪音≤80dB(常规设备)、≤85dB(高速成型≥60个/分钟时),符合职业健康标准(GBZ 2.2);电动滚筒等部件需优化动平衡(振动速度≤2.8mm/s)。
5.维护便捷性
采用免润滑或长周期润滑设计(如固体润滑脂,维护周期≥500小时),关键部件(导轨滑块、减速机密封件)更换时间≤30分钟;模块化模具接口(如弯曲模快换卡扣)便于快速换型,降低停机损失。
6.智能化兼容
支持EtherCAT、Modbus TCP等工业总线通信,与CNC系统实时交互,实现材料回弹补偿(根据线材硬度自动调整弯曲力)、断线预警(电流突变报警)、加工数据存储(每批次参数可追溯),适配“无人化车间”需求。


机.png)

